







|
|


Note: This crimping tool is 3 mm narrower than our more versatile 0.1-1.0 mm² capacity crimper, and it does not crimp the full extent of the wire barrel on the JR, Futaba J, and 0.1" housing crimp pins (see the picture at the bottom of this page). It still makes a sufficient electrical connection between the crimp pin and the wire conductors, however, and the uncrimped portion of the wire barrel will be fully concealed by the connector housing.
Selecting the Right Tool
We also have a more versatile, wider (7 mm) crimper that can additionally crimp Tamiya and mini Tamiya connector crimp pins. Because the more versatile tool is wider, it can crimp the full wire barrel on the 0.1" housing crimp pins rather than just part of the wire barrel. You can use the following table to help you decide which cavity of which crimping tool you need:
| Tool | Cavity | Crimp Pins | Wire Gauge (AWG) |
|---|---|---|---|
| Crimping Tool: 0.1-1.0 mm² Capacity, 16-28 AWG | Outer |
0.1" Housing Female 0.1" Housing Male JST RCY Female JST RCY Male JR Female JR Male Futaba Female Futaba Male |
26-28 |
| Middle | 22-26 | ||
| Inner |
Tamiya Female Tamiya Male Mini Tamiya Female Mini Tamiya Male |
16-20 | |
| Crimping Tool: 0.08-0.5 mm² Capacity, 20-28 AWG | Outer |
0.1" Housing Female 0.1" Housing Male JST RCY Female JST RCY Male JR Female JR Male Futaba Female Futaba Male |
26-28 |
| Inner | 22-26 |
Using the Crimping Tool
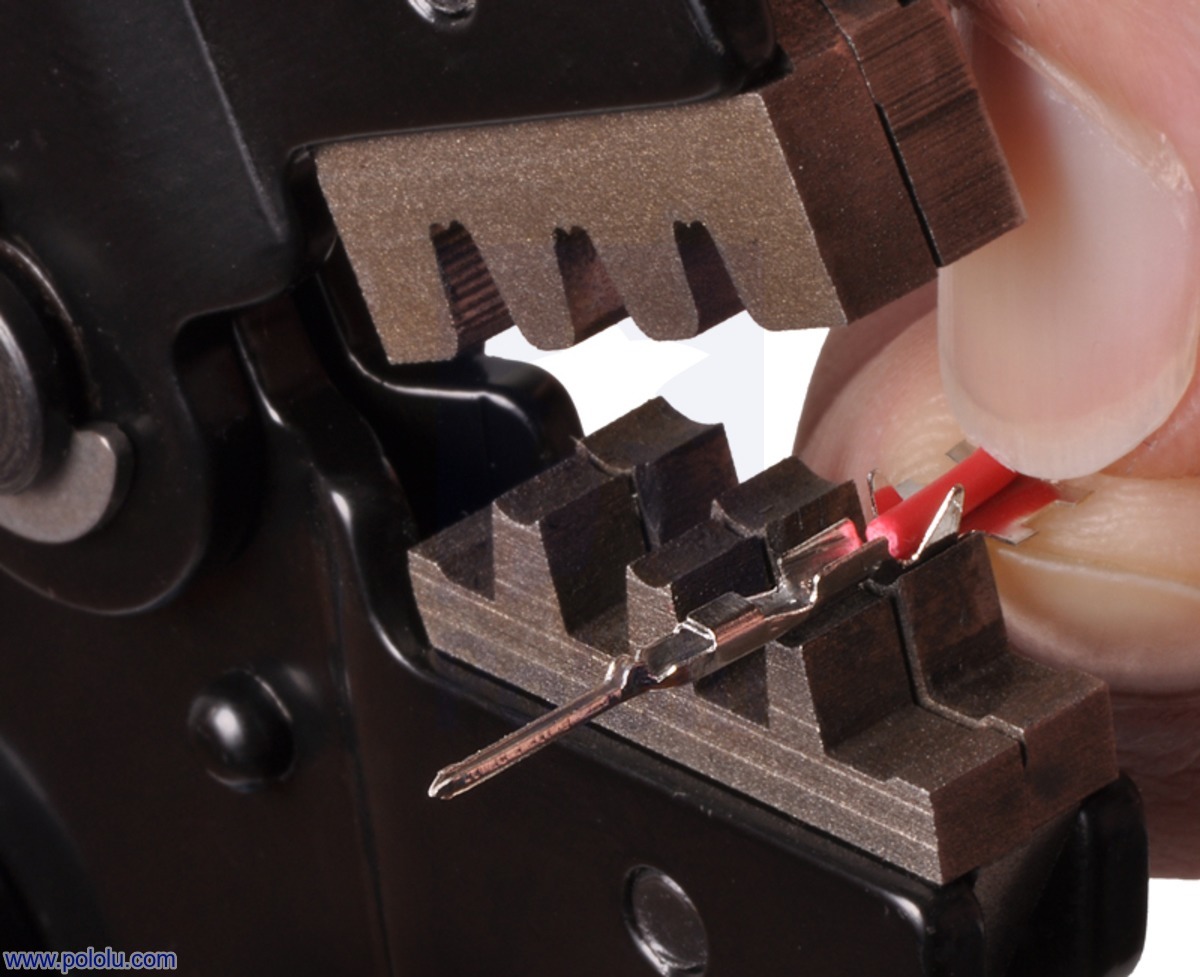
Prepare the wire by stripping about 1/8" (3 mm) of insulation from the end. Place the wire in the crimp pin, lining it up so that the stripped portion lies between the inner set of tabs on the crimp pin, while insulated wire lies between the outer set of tabs.
 |
Place the wire and crimp pin on the appropriate tooth of the tool’s die, making sure that the insulated end is on the raised and wider half of the tooth. The tabs should point toward the cavity on the other side of the die so that the tool bends them inward around the wire when it closes. The picture below shows our more versatile crimping tool, but the procedure is the same for this crimper.
 |
Close the jaws of the tool slowly and completely until they release. The tabs on a properly crimped pin should form one barrel around the wire conductors and another barrel for strain relief around the wire insulation. When using this narrower crimper on the JR, Futaba J, and 0.1" housing crimp pins, only part of the wire barrel gets crimped, but it is still enough to make a sufficient electrical connection to the wire conductors, and the uncrimped portion of the wire barrel will be concealed by the crimp pin housing. This tool is wide enough to crimp the full wire barrel of the JST RCY crimp pins.
 |
Tip: The strain relief barrel sometimes ends up a little overly flattened, making it too wide to fit comfortably into the crimp pin housing. In such situations, you can use a pair of pliers to gently squeeze the wider axis of the barrel into a more cylindrical shape that will slide easily into the housing.
One of our customers has made a very nice video tutorial that talks about how to make custom cables with our pre-crimped wires and with self-crimped wires. The section on using our crimping tool starts at approximately 4:15 and shows the process in detail. One of our distributors has also made a short video tutorial that shows how to use our crimping tool. Both videos demonstrate how to use our wider crimping tool, but the technique is the same for this narrower crimper.
This useful inspection chart (pdf) by JST shows properties of good and bad crimp connections to look out for when checking your own connections.






